Platinum & Palladium Casting with Castable Resins: X-Wax, X-Wax Filigree and X-One v2

The Evolution of Investment Casting: Addressing the Challenges of Platinum and Palladium Casting with X-Wax and X-One Resins.
The first half of 2026 was characterized by a strongly bullish trend for Gold Spot (XAU/USD) in the early part of the year, pushing the precious metal to record new all-time highs.
Compared to other financial assets, gold benefited from a particularly favorable combination of factors: geopolitical tensions, doubts over global growth, uncertainty surrounding future Federal Reserve decisions, and the constant search for safe-haven assets kept investor interest high, thereby supporting its price.
As visible from the chart (see the gallery), the downward phase of the first half of the year shows a consolidation trend at lower levels. This behavior is reflected in the forecasts for the second half of the year, which outline a scenario characterized solely by moderate growth.
This dynamic pushed the jewelry sector, particularly in retail trade, to seek viable alternatives to gold production in order to mitigate the decline in purchasing among small consumers. Other precious metals also recorded significant but more moderate increases, making them decidedly more competitive.
The choice to focus on processing metals that have been less widespread in mass jewelry until now, such as platinum or palladium, nevertheless represents a challenge for the jeweler, who must manage thermomechanical behaviors of the metal that are completely different from traditional ones. In this context, BlueCast X-Wax and X-One castable resins prove to be essential allies: they guarantee clean burnouts free of carbon residues that could compromise the quality of the alloys. Rigorously tested in the laboratory, these resins feature a TGA (Thermogravimetric Analysis) value of 0%.
Guidelines for Platinum and Palladium Casting
Print Preparation and Post-Processing
- Recommended investments: The investment powders (plasters) that offer the best results with platinum are phosphate-bonded and, among these, R&R Plasticast PT or Proto HT.
- Washing: The key step consists of thoroughly performing the final rinse of the 3D prints using clean isopropyl alcohol (IPA) or ethyl.
- Post-Curing: For castings in platinum or palladium alloys, it is necessary to apply a UV curing cycle of at least 20 minutes.
Sprue Tree Construction (Spruing) and Flow Dynamics
To guarantee an optimal casting, the geometry of the tree and the feed channels must follow precise rules.
- Wax sprues: The tree should be prepared using wax injection channels (sprues). In this way, the wax will melt completely during the first phase of the burnout at 120 °C, leaving the ducts clear. This allows the resin to flow smoothly out of the flask during the second phase, enabling oxygen to enter immediately to ensure a cleaner combustion.
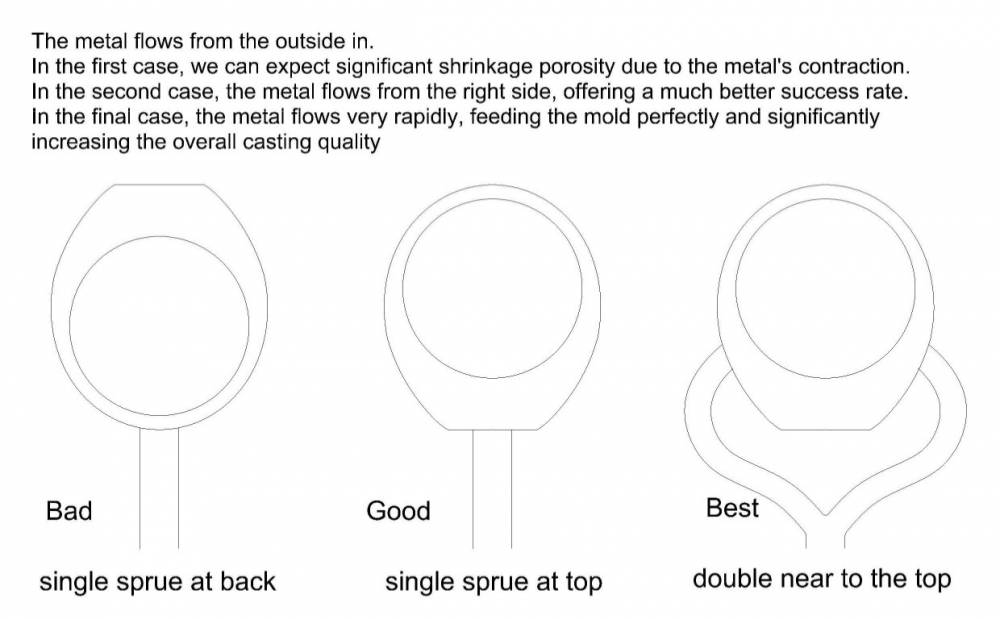
Generous dimensions: Sprue sections must be generous (6–8 mm). If possible, the parts should be fed from multiple points. This ensures that the metal reaches every part of the mold at the right temperatures and timing, while simultaneously controlling thermal shrinkage.
- Flow and Directional Solidification: The liquid metal fills the mold from the bottom up (starting from the areas furthest from the casting point and rising toward the feeder), pushing air and gases outward to prevent them from becoming trapped.
This movement promotes directional solidification: the metal begins to solidify starting from the coldest and thinnest extremities, then progressively advances toward the still-liquid sprue channel. The latter continues to "feed" the part, compensating for volumetric shrinkage and eliminating the problem of porosity at its root.
These small adjustments will ensure perfect platinum and palladium castings when using X-One, X-Wax, and X-Wax Filigree resins.
Investment Management and Timing
Both recommended investment powders are extremely sensitive to water temperature. It is strictly recommended to use distilled water at a temperature of 22–24 °C and to use a vacuum mixer.
Scrupulously respect the following mixing times:
R&R Plasticast PT
Phase 1 (Initial mixing): 30 – 45 seconds
Phase 2 (Mechanical vacuum mixing): 2 minutes
Phase 3 (Pouring and vacuuming in the flask): 2 minutes
Maximum total time: 5 minutes
Proto HT
Phase 1 (Initial mixing): 30 – 45 seconds
Phase 2 (Mechanical vacuum mixing): 1 minute and 30 seconds
Phase 3 (Pouring and vacuuming in the flask): 1 minute and 30 seconds / 2 minutes
Maximum total time: 5 minutes
The Burnout Cycle and Casting
The optimized burnout cycle includes:
Initial hold: 2 hours at 120 °C
Final hold: 5 hours at 890 °C
The final temperatures of both the flask and the metal at the moment of casting will vary based on the design of the object and the specific alloy. It is always possible to refer to the standard cycle recommended by the investment manufacturer.
Despite the extremely high melting point of platinum, the flask at the moment of casting must be relatively "cold" (usually between 400 °C and 600 °C depending on the complexity of the piece), precisely to avoid superficial chemical reactions and to guarantee rapid directional solidification.
Summary of the 4 Key Temperatures for Platinum and Palladium Casting
Platinum Melting: 1850 – 1980 Celsius
Platinum Flask: 500 – 840 Celsius
Palladium Melting: 1600 – 1650 Celsius
Palladium Flask: 550 – 650 Celsius
Prevention of Silicon Contamination
When working with metals with an extremely high melting point such as platinum, the "secret" to success lies in strict thermal control and the exclusive use of high-purity, silica-free zirconia crucibles. Silica, if reduced by high temperatures, releases free silicon which contaminates the metal, causing:
Catastrophic embrittlement of the alloy (brittle and crystallized pieces)
Hot tearing and micro-cracking
Hard inclusions and severe surface defects (vitrification and pitting)
To avoid cross-contamination, never use a crucible that has already been used for other alloys. For the same reason, the percentage of recycled (reused) metal must not exceed 30%.
Critical note on resin burnout:
Based on our experience with castable resins coupled with platinum/palladium alloys, it is of fundamental importance to skip the intermediate stage between 250 °C and 450 °C (avoiding holds in this temperature range). Within this range, the resin undergoes its maximum phase transition.
In poorly ventilated ovens and in the absence of an immediate airflow, the resin would remain trapped in the investment without oxygen, triggering a harmful pyrolysis process. This transforms gases into solid residues of pure carbon that are extremely difficult to eliminate, compromising the quality of the casting. In that case, we recommend inverting the flask during the final hour of the burnout cycle.
Protection of Liquid Metal
Molten platinum, at temperatures exceeding 1700 °C, readily absorbs gases such as oxygen and hydrogen. Without adequate atmospheric protection, these dissolved gases may be released during solidification, causing internal gas porosity. Furthermore, because of the extreme casting temperatures involved, platinum is typically melted and cast under high vacuum or in a high-purity Argon atmosphere to minimize gas absorption, oxidation, and reactions with the investment material.
Palladium requires even stricter atmospheric control, as it has an exceptional ability to absorb hydrogen. Excessive hydrogen pickup during melting can result in porosity, embrittlement, and significant deterioration of the final casting quality.
Post-Casting Cooling
After casting, the flask must be left to cool in the air for 2–8 minutes (until the main button is no longer visibly incandescent) before being submerged in water for investment removal. Given the hardness of phosphate investments, after water divesting, it is common practice to use tumblers or sandblasters with glass micro-beads to completely remove residual debris and thoroughly clean the surfaces.